АВТОМАТИЧЕСКАЯ СВАРКА ПОД СЛОЕМ ФЛЮСА
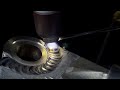
Автоматическая сварка под слоем флюса является эффективным методом сварки, применяемым в различных отраслях промышленности. Этот метод предполагает использование специального флюса, который помещается между свариваемыми металлическими поверхностями.
Флюс выполняет несколько функций в процессе сварки. Во-первых, он предотвращает окисление металла во время сварки, образуя защитный слой над плавящимся металлом. Это позволяет избежать появления негативных окислительных процессов, которые могут негативно сказаться на качестве сварного соединения.
Во-вторых, флюс улучшает протекание сварочного процесса, обеспечивая более стабильное и равномерное плавление металла. Он также помогает защитить сварной шов от воздействия атмосферных условий и других факторов, которые могут вызвать дефекты или поры в сварном соединении.
Автоматическая сварка под слоем флюса позволяет автоматизировать процесс сварки, что приводит к повышению производительности и качества сварных соединений. Кроме того, этот метод позволяет сварщикам работать в более комфортных условиях и уменьшает их воздействие на вредные вещества, выделяющиеся во время сварки.
В целом, автоматическая сварка под слоем флюса является значимым технологическим решением, которое находит широкое применение в различных отраслях, включая металлургию, судостроение, нефтегазовую промышленность и другие.
Сварка под флюсом Токарев А О
Автоматическая сварка под слоем флюса
Об аккуратной сварке кузовных деталей встык, или как не накласть слишком большую кучу... металла
Сварка под флюсом (сварочный трактор)
Сварка полуавтоматом 🟢 3 совета сварки для начинающих сварщиков
Автоматическая дуговая сварка под флюсом
Как заставить любой полуавтомат, сварка стабильно и без брызг
СВАРКА ПОД ФЛЮСОМ: ЧТО ЭТО? - АКАДЕМИЯ СВАРИВАЕМ БУДУЩЕЕ
Вам также может понравиться:
 ЧТО ДЕЛАТЬ ЕСЛИ НАХВАТАЛСЯ ЗАЙЧИКОВ ОТ СВАРКИ НАРОДНЫЕ СРЕДСТВА
ЧТО ДЕЛАТЬ ЕСЛИ НАХВАТАЛСЯ ЗАЙЧИКОВ ОТ СВАРКИ НАРОДНЫЕ СРЕДСТВА ПРИСАДОЧНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРКИ
ПРИСАДОЧНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРКИ В ЧЕМ СОСТОИТ СУЩНОСТЬ СВАРКИ ЛЕЖАЧИМ ЭЛЕКТРОДОМ
В ЧЕМ СОСТОИТ СУЩНОСТЬ СВАРКИ ЛЕЖАЧИМ ЭЛЕКТРОДОМ ЧТО НАЗЫВАЕТСЯ ВАЛИКОМ В СВАРКЕ
ЧТО НАЗЫВАЕТСЯ ВАЛИКОМ В СВАРКЕ КАКОЙ СВАРКОЙ ВАРЯТ НЕРЖАВЕЮЩУЮ СТАЛЬ
КАКОЙ СВАРКОЙ ВАРЯТ НЕРЖАВЕЮЩУЮ СТАЛЬ ТЕМПЕРАТУРА СВАРКИ ПЛАСТИКОВЫХ ТРУБ
ТЕМПЕРАТУРА СВАРКИ ПЛАСТИКОВЫХ ТРУБ ПОЧЕМУ СТРЕЛЯЕТ ПОЛУАВТОМАТ ПРИ СВАРКЕ
ПОЧЕМУ СТРЕЛЯЕТ ПОЛУАВТОМАТ ПРИ СВАРКЕ В ЧЕМ СУЩНОСТЬ СВАРКИ НАГРЕТЫМ ИНСТРУМЕНТОМ
В ЧЕМ СУЩНОСТЬ СВАРКИ НАГРЕТЫМ ИНСТРУМЕНТОМ КАКИЕ ИСТОЧНИКИ ПИТАНИЯ ДУГИ ПРИМЕНЯЮТ ДЛЯ СВАРКИ НАПЛАВКИ В УГЛЕКИСЛОМ ГАЗЕ
КАКИЕ ИСТОЧНИКИ ПИТАНИЯ ДУГИ ПРИМЕНЯЮТ ДЛЯ СВАРКИ НАПЛАВКИ В УГЛЕКИСЛОМ ГАЗЕ