СВАРОЧНОЕ ПРОИЗВОДСТВО ОТЧЕТ ПО ПРАКТИКЕ
Сварочное производство является важной составляющей в многих индустриальных отраслях. Отчет по практике в сварочном производстве представляет собой детальное изложение полученного опыта и накопленных знаний во время прохождения практики. В этом отчете обычно содержатся данные о проведенных сварочных работах, особенностях применяемого оборудования и используемых техник, а также о применяемых материалах и безопасности.
В ходе практики по сварочному производству студенты могут приобрести опыт работы с различными видами сварки, такими как дуговая, газовая, точечная и другие. Они могут изучить различные материалы, которые свариваются, и применяемые сварочные электроды, проволоку или газы. Отчет по практике помогает студентам углубить свои знания о сварочном процессе и применении сварочного оборудования.
В отчете обычно приводятся данные о проведенных экспериментах и исследованиях в сварочной лаборатории или на промышленных объектах. Студенты могут описать свои наблюдения, полученные результаты и анализ применяемых технологий. Также нередко в отчет включаются фотографии, видеоматериалы или схемы, дополняющие описание практической работы.
Отчет по практике по сварочному производству может быть полезным для будущей карьеры студента, так как он демонстрирует его практические навыки и опыт работы в сварочной отрасли. Такой отчет может быть основой для рекомендаций со стороны преподавателей и работодателей при поиске работы или продолжении образования в области сварки.
сварщик в Америке
Обучение сварке. Сварочное производство в Институте науки и практики Ferum
КАК НАПИСАТЬ ОТЧЕТ ПО ПРАКТИКЕ/СОВЕТЫ ДЛЯ СТУДЕНТОВ
Заполнение дневника по практике - Образец
Из 40 метров в 800 Как БИЗНЕС ИЗ ГАРАЖА вырос в большой цех - Обзор цеха
Открыл цех металлообработки в 21 год. БИЗНЕС С НУЛЯ! Часть 1
Сварка в гараже - Начало бизнеса на сварочных работах!
Изобретение в мире сварки, после которого можно остаться без разряда
Вам также может понравиться:
 ПРИ КАКОМ РАЗЛИЧИИ ТОЛЩИН ЛИСТОВ СВАРИВАЕМЫХ ТОЧЕЧНОЙ СВАРКОЙ МОЖНО ПОЛУЧИТЬ КАЧЕСТВЕННОЕ СОЕДИНЕНИЕ
ПРИ КАКОМ РАЗЛИЧИИ ТОЛЩИН ЛИСТОВ СВАРИВАЕМЫХ ТОЧЕЧНОЙ СВАРКОЙ МОЖНО ПОЛУЧИТЬ КАЧЕСТВЕННОЕ СОЕДИНЕНИЕ КАК НАЗЫВАЕТСЯ СВАРОЧНЫЙ АППАРАТ С ПРОВОЛОКОЙ И ГАЗОМ
КАК НАЗЫВАЕТСЯ СВАРОЧНЫЙ АППАРАТ С ПРОВОЛОКОЙ И ГАЗОМ КАК ВЫСВЕРЛИТЬ ТОЧЕЧНУЮ СВАРКУ
КАК ВЫСВЕРЛИТЬ ТОЧЕЧНУЮ СВАРКУ ГОСТ РУЧНАЯ ДУГОВАЯ СВАРКА РЕЗЕРВУАРЫ
ГОСТ РУЧНАЯ ДУГОВАЯ СВАРКА РЕЗЕРВУАРЫ СВАРКА ПЕТЕЛЬ
СВАРКА ПЕТЕЛЬ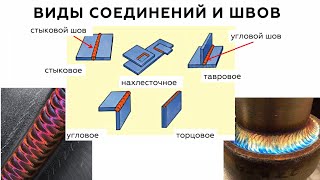 ТИПЫ СВАРОЧНЫХ СОЕДИНЕНИЙ И ШВОВ
ТИПЫ СВАРОЧНЫХ СОЕДИНЕНИЙ И ШВОВ КАК ПОЛЬЗОВАТЬСЯ МАШИНКОЙ ДЛЯ СВАРКИ ПЛАСТИКОВЫХ ТРУБ
КАК ПОЛЬЗОВАТЬСЯ МАШИНКОЙ ДЛЯ СВАРКИ ПЛАСТИКОВЫХ ТРУБ СВАРКА В КОСМОСЕ
СВАРКА В КОСМОСЕ ПРОМТЕХГАЗ СВАРОЧНЫЕ СМЕСИ ИЗ АРГОНА И УГЛЕКИСЛОГО ГАЗА
ПРОМТЕХГАЗ СВАРОЧНЫЕ СМЕСИ ИЗ АРГОНА И УГЛЕКИСЛОГО ГАЗА