СБОРКА ДЕТАЛЕЙ ПОД СВАРКУ
Сборка деталей под сварку - важный этап в процессе сварочных работ. Этот процесс включает в себя подготовку, сортировку и сращивание деталей перед выполнением сварки.
Первым шагом в процессе сборки является подготовка деталей. Это включает в себя очистку поверхностей, удаление защитных покрытий и, при необходимости, применение присадочных материалов. После этого детали готовы к сортировке и монтажу.
Вторым шагом является сортировка деталей. Важно правильно идентифицировать и упорядочить детали перед их сваркой. Это обеспечит более удобную работу и повысит эффективность процесса сварки.
После сортировки следует процесс сращивания деталей. В зависимости от типа сварки (дуговая, газовая, точечная), требуется использовать соответствующий метод и оборудование. Важно обеспечить правильное положение деталей и хорошую сварочную контактную поверхность.
Точность и качество сборки деталей под сварку существенно влияют на качество и надежность сварочных соединений. Правильно собранные детали обеспечивают более прочное и стабильное соединение в процессе сварки, что в конечном итоге влияет на безопасность и долговечность конструкции.
Сборка металлоконструкций. «Поспешай медленно»
Сборка деталей под сварку
УЗНАВ ЭТОТ СЕКРЕТ ты больше никогда не выбросишь нерабочий компьютерный БП!
Как избежать деформаций при сварке
Заготовка деталей перед сваркой Территория сварки
САМОДЕЛКА со старым ТРАНСФОРМАТОРОМ!По СХЕМЕ старого МАСТЕРА!!!
сборка и сварка деталей для Ангара #сваркаполуавтоматом #сантимшва #сварщикивыезд #сварка #welder
КРУТАЯ ИДЕЯ! ЧТО можно сделать из СТАРЫХ КОНДЕНСАТОРОВ!
Точечная Тиг сварка. Зазоры тоже можно заварить. удивительный процесс сварки металла.
Сборка на прихватках Территория сварки
Вам также может понравиться:
 КТО ЗАРАБАТЫВАЕТ БОЛЬШЕ ЭЛЕКТРИК ИЛИ СВАРЩИК
КТО ЗАРАБАТЫВАЕТ БОЛЬШЕ ЭЛЕКТРИК ИЛИ СВАРЩИК В ЧЕМ СОСТОИТ СУЩНОСТЬ СВАРКИ ЛЕЖАЧИМ ЭЛЕКТРОДОМ
В ЧЕМ СОСТОИТ СУЩНОСТЬ СВАРКИ ЛЕЖАЧИМ ЭЛЕКТРОДОМ РЕМОНТ БЕНЗОБАКА ХОЛОДНОЙ СВАРКОЙ
РЕМОНТ БЕНЗОБАКА ХОЛОДНОЙ СВАРКОЙ ЭКЗАМЕНАЦИОННЫЕ БИЛЕТЫ С ОТВЕТАМИ ПО СВАРКЕ
ЭКЗАМЕНАЦИОННЫЕ БИЛЕТЫ С ОТВЕТАМИ ПО СВАРКЕ СХЕМА ЭЛЕКТРИЧЕСКАЯ ИНВЕРТОРНОГО СВАРОЧНОГО АППАРАТА
СХЕМА ЭЛЕКТРИЧЕСКАЯ ИНВЕРТОРНОГО СВАРОЧНОГО АППАРАТА ИНВЕРТОР СВАРОЧНЫЙ TORUS 255 PROFI
ИНВЕРТОР СВАРОЧНЫЙ TORUS 255 PROFI СВАРКА СОННИК
СВАРКА СОННИК КАКАЯ МАСКА ЛУЧШЕ ДЛЯ СВАРКИ
КАКАЯ МАСКА ЛУЧШЕ ДЛЯ СВАРКИ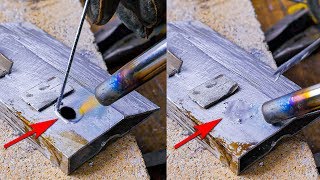 КАК ПРОСУШИТЬ ЭЛЕКТРОДЫ В ДОМАШНИХ УСЛОВИЯХ ДЛЯ СВАРКИ
КАК ПРОСУШИТЬ ЭЛЕКТРОДЫ В ДОМАШНИХ УСЛОВИЯХ ДЛЯ СВАРКИ










